








- Ultrahangos kürt
- Ultrahangos műanyaghegesztő gép
- Ultrahangos fémhegesztő gép
- Ultrahangos varrógép
- Ultrahangos vágóberendezés
- Ultrahangos homogenizátor
- Az ultrahangos generátor
- Ultrahangos jelátalakító
- Ultrahangos ponthegesztés, kézi hegesztés
- Ultrahangos tömlőtömítő gép
- Ultrahangos lemezjátszó gép
- Vízkivezető gép
- Karima









01




Ultrahangos hegesztőformák (hegesztőfejek) tervezése
Főbb tervezési részletek
Az ultrahangos hegesztőforma (hegesztőfej) az energiaátadás lelke. Tervezése három fő dimenzió köré épül: akusztikus illesztés, szerkezeti adaptáció és anyagfeldolgozás. Ezek a tényezők közvetlenül meghatározzák a hegesztés minőségét és a berendezés stabilitását. A főbb pontok a következők:
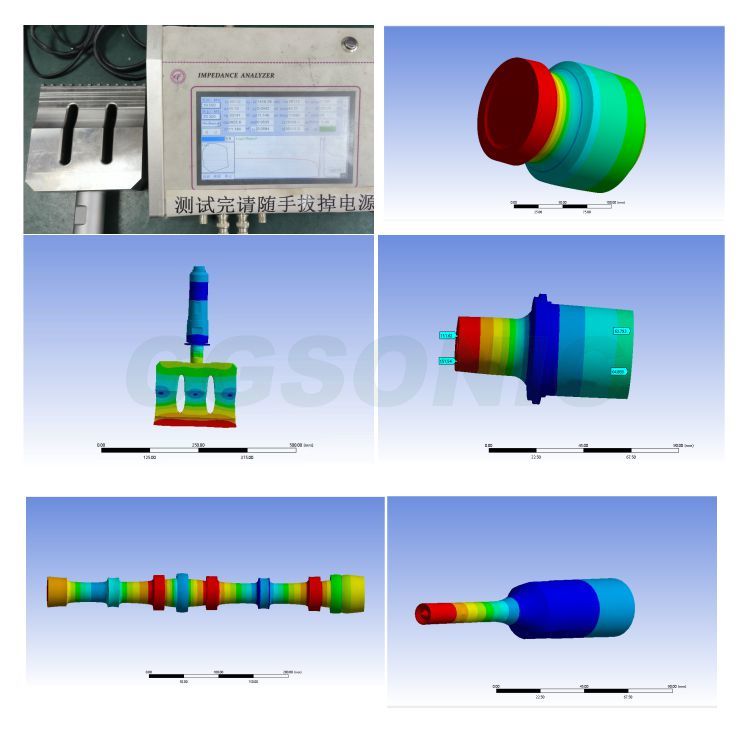
I. Akusztikai teljesítmény illesztése (alapkövetelmény)
A hegesztőfejnek rezonátorként kell működnie, és pontosan a berendezés frekvenciájához kell igazodnia az energiaveszteség és a berendezés károsodásának elkerülése érdekében. A rezgési módokat akusztikus szimulációval optimalizálják, hogy biztosítsák az egyenletes amplitúdó-eloszlást és kiküszöböljék a feszültségkoncentrációt. Az amplitúdót a hegesztőanyag keménységének megfelelően racionálisan állítják be, miközben az amplitúdóerősítési arányt szabályozzák a hegesztési hatékonyság és a szerszám élettartamának egyensúlyban tartása érdekében.
II. Hegesztési felület és általános szerkezeti kialakítás
A hegesztési felület kialakításának egyensúlyban kell lennie az energiakoncentráció és a termékvédelem között: energiavezető mintákat kell kialakítani az energia fókuszálása és a hegesztés felgyorsítása érdekében; pozicionáló és hibamentes szerkezeteket kell alkalmazni a termék elmozdulásának vagy fordított elhelyezésének megakadályozására. A nem hegesztendő területeket meg kell tisztítani, letört vagy lekerekített élek a termék károsodásának és a forma repedésének megakadályozása érdekében. Az átfogó kialakításnak egyensúlyt kell teremtenie a könnyű súly és a merevség között; a nem kritikus területek kiüríthetők, a hosszú nyelű formáknak pedig megerősítő bordákkal kell rendelkezniük a deformáció megakadályozása érdekében.
III. Anyagkiválasztás és -feldolgozás
Az anyagoknak egyensúlyban kell lenniük az akusztikai teljesítmény, a szilárdság és a kopásállóság között: a titánötvözetek alkalmasak nagy pontosságú, nagy volumenű alkalmazásokhoz; az alumíniumötvözetek magas költséghatékonyságot kínálnak, és alkalmasak kis és közepes volumenű gyártásra; a szerszámacélt kemény anyagok és üvegszálat tartalmazó anyagok hegesztésére használják. Az anyagtulajdonságoktól függően megfelelő hőkezeléseket vagy felületkezeléseket alkalmaznak a forma kopásállóságának és élettartamának javítása érdekében.
IV. Csatlakozási és ellenőrzési kulcsfontosságú pontok
Az amplitúdótranszformátorral való csatlakozási felületnek pontosan illeszkednie kell a koncentrikusság és az energiaátviteli hatékonyság biztosítása érdekében. A terv elkészülte után szimulációt, próbahegesztési teszteket és élettartam-teszteket végeznek annak ellenőrzésére, hogy a hegesztés minősége és a forma stabilitása megfelel-e a szabványoknak. A moduláris kialakítás alkalmazható a termék alkalmazkodóképességének javítása és a költségek csökkentése érdekében.